
台湾码资料10期资料
联系人:欧阳先生
手机:18922878887
电话:0755-23006869
传真:0755-23006869
网址:
地址:深圳市龙华区观澜街道广培社区粤德路3号1栋101
组装流水线速度
组装流水线的速度是根据组装流水线长度得出工位数量,再根据组装流水线各工序的作业需要的最长时间来确定生产节拍。当然,组装流水线作业时间长的可以拆分,装配流水线使每个工位作业量和作业时间相同。
组装流水线的生产效率
组装流水线上的标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。
组装流水线标准工时制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
直接工时:指直接作业的人员作业工时;
间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;
标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。
生产效率:实际产量×标准工时;实际人力×8.00小时-挡产工时+加班工时
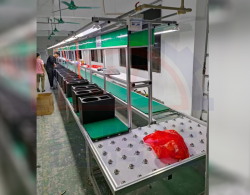
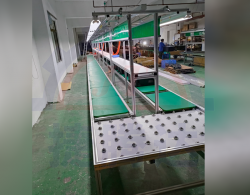
组装流水线是一种工业上的生产方式,组装流水线指每一个生产单位只专注处理某一个片段的工作,组装流水线以提高工作效率及产量;组装流水线按照流水线的输送方式大体可以分为:皮带组装流水线、板链组装流水线、倍速链组装流水线、插件流水线、网带组装流水线、悬挂组装流水线及滚筒流水线这七类流水线。

联系人: 欧阳先生 手机: 18922878887
电话: 0755-23006869 传真:0755-23006869
网址:
地址:深圳市龙华区观澜街道君子布社区龙兴工业园1号厂房一楼






 淘宝旺旺
淘宝旺旺
